
生産効率の向上と安定生産を目指し、従来メカプレスでは不可能であったsus304の深絞り成形をデジタルサーボフォーマ(サーボプレス)の低速度、高作業エネルギー特性を利用し、絞り工程数を削減することに成功。 その他ベンダー曲げ、TIG溶接、研磨加工も承ります。お客様のご要望に確実に答え、対応いたします。
| 本社所在地 | 〒959-1262 新潟県燕市水道町3-6062-1 Tel. 0256-63-7686 Fax. 0256-63-7683 URL http://www.s-p-k.jp E-mail info@s-p-k.jp |
| 業種 | 金属加工・金属製品製造販売 |
| 代表者名 | 代表取締役社長 渋木 淳 |
| 資本金 | 500万円 |
| 従業員数 | 8名 |
| 主要取引先 | 株式会社宮崎製作所、ムラエ商事株式会社、株式会社新考社、株式会社カトー |
| 取引銀行 | 第四銀行燕南支店、協栄信用組合本店 |
設備一覧
| 機械設備名 |
メーカー |
台数 | 仕様 |
| サーボプレス | ㈱アマダ |
1 | 150t |
| トルクパックプレス | ㈱アマダ | 10 | 35~60t |
| リンクモーションプレス | ㈱アマダ | 1 | 150t |
| 油圧式プレスブレーキ | ㈱アマダ | 1 | 35t×1200mm |
| スポット溶接機 | ㈱アマダ | 3 | |
| 自動アルゴン溶接機 | ㈱アマダ | 3 | |
| シャーリング | 松下電器 | 1 | |
| 油圧式二軸カーリングマシン | ㈱アマダ | 1 | |
| 研磨機 | 芝山機械 | 4 |
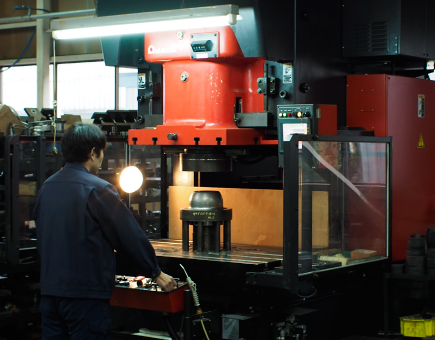
サーボプレス
加圧部の動きをCNCとサーボモータで制御して、複雑な加圧方法を可能にしました。加工する際の速度や位置、加圧する力などを数値で設定することができます。たとえば、複雑な金型を用いて板材のプレス加工を行う際、加圧速度が一定の場合、部分的に力が加わり過ぎて、焼き付き不良が起こすことがあります。このため、従来のプレス機では速度を落として慎重に加工する必要があり、生産性の低下につながっていました。 こうした問題に対して、サーボプレスではプレスの途中まで高速で駆動し、下死点(加圧の最下点)に近いところで速度を落として加工することができるようになりました。このため、歩留まりと生産性の両立を可能にしています。

カール機
パイプ端末部を内側又は外側にカールさせ端部を補強する成形。
バフ研磨
円盤状の布を時速約120キロで高速回転させ、外周面に研磨剤を塗布させながら研磨を行います。

プレス

溶接

スポット溶接